 | 橋面U肋板單元焊接生產線 |
產品類別:橋面U肋板單元焊接生產線 企業為中國焊接協會常務理事單位 | |
產品詳細 | |

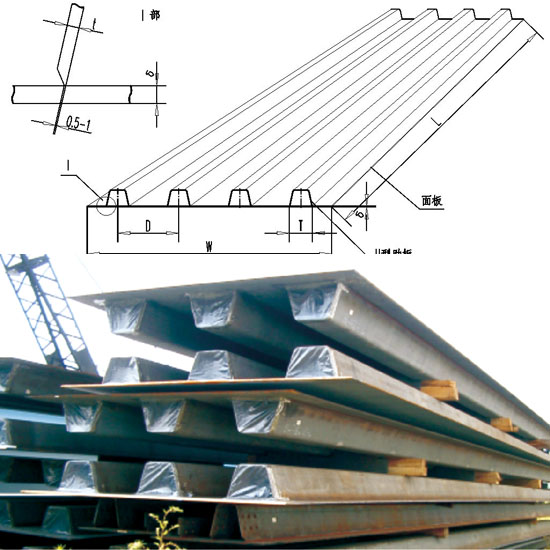
隨著大型鋼結構橋梁工程的日益增多,橋面U肋板單元的生產制備因其批量大、工期緊、成型及焊接質量要求高,實現自動化生產的必要性越發顯現。我司在為山海關橋梁廠、武船重工、上海振華港機、中泰橋梁等國內多家橋梁生產廠家提供了各類橋面板單元生產設備。橋面板單元結構如下圖:
| |

|
|

陽通--中國焊接裝備生產基地
? 版權所有 2019 無錫市陽通機械設備有限公司 蘇ICP備20003454號 ![]() 蘇公網安備32020602001519
蘇公網安備32020602001519










